产品特点
●镗孔范围:Φ20~Φ153
●双刃可调,可实现双刃、单刃和错齿镗削
●矩形槽结构可以传递大扭矩
●刀座锁紧采用蝶形弹垫预紧,方便调整
●适合稳定工况加工
产品范围
BR系列粗镗刀
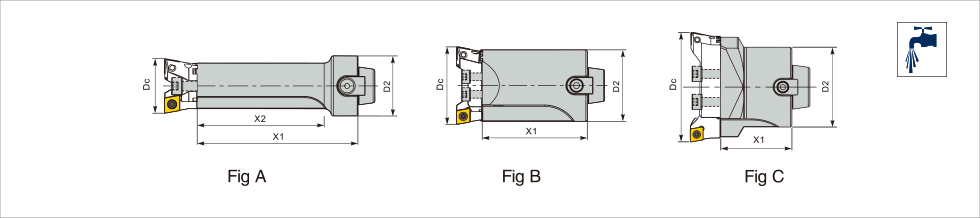
| 规格型号 | Dc | D2 | X1 | X2 | Z | Fig | Kg | 适配刀座 |
| BR D020-027.E25.Z2.68.C | 20-24 | 25 | 68 | 55 | 2 | A | 0.14 | S..D020-024.. |
| 23-27 | 25 | 68 | 55 | 2 | A | 0.14 | S..D023-027.. |
| BR D020-027.E25.Z2.88.C | 20-24 | 25 | 88 | 75 | 2 | A | 0.15 | S..D020-024.. |
| 23-27 | 25 | 88 | 75 | 2 | A | 0.15 | S..D023-027.. |
| BR D026-035.E25.Z2.68.C | 26-35 | 25 | 68 | - | 2 | B | 0.2 | S..D026-035.. |
| BR D033-041.E32.Z2.68.C | 33-41 | 32 | 68 | - | 2 | B | 0.35 | S..D033-041.. |
| BR D041-055.E40.Z2.65.C | 41-55 | 40 | 65 | - | 2 | B | 0.54 | S..D041-055.. |
| BR D055-070.E50.Z2.75.C | 55-70 | 50 | 75 | - | 2 | B | 0.98 | S..D055-070.. |
| BR D070-090.E63.Z2.75.C | 70-90 | 63 | 75 | - | 2 | B | 1.65 | S..D070-090.. |
| BR D090-110.E63.Z2.75.C | 90-110 | 63 | 75 | - | 2 | C | 1.9 | S..D090-110.. |
| BR D090-110.E80.Z2.75.C | 90-110 | 80 | 75 | - | 2 | B | 2.68 | S..D090-110.. |
| BR D110-153.E63.Z2.75.C | 110-133 | 63 | 75 | - | 2 | C | 2.2 | S..D110-133.. |
| 130-153 | 63 | 75 | - | 2 | C | 2.2 | S..D130-153.. |
| BR D110-153.E80.Z2.75.C | 110-133 | 80 | 75 | - | 2 | C | 2.94 | S..D110-133.. |
| 130-153 | 80 | 75 | - | 2 | C | 2.94 | S..D130-153.. |
●适配刀座需单独订购,“请点击此处”
●适配刀柄需单独订购,“请点击此处”
●加工不同材料刀具的切削参数,“请点击此处”
●刀座刻线标注依据:CC06/CC09/TC11/TC16/SO06圆角为R0.4时的值,SO09圆角为R0.6时的值,
CC12/SC09/SC12/SO12圆角为R0.8时的值;SO16圆角为R1.2时的值;
BR系列粗镗刀(反镗示意)
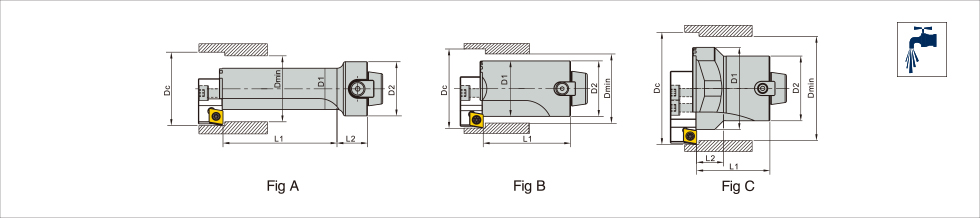
| 规格型号 | Dc | D1 | D2 | L1 | L2 | Z | Fig | Kg | 适配刀座 |
| BR D020-027.E25.Z2.68.C | 30-35 | 19 | 25 | 52 | 14 | 1 | A | 0.15 | S90C D19.3035.CC06 |
| BR D020-027.E25.Z2.88.C | 30-35 | 19 | 25 | 72 | 14 | 1 | A | 0.15 | S90C D19.3035.CC06 |
| BR D026-035.E25.Z2.68.C | 33-41 | 25 | 25 | 65 | - | 1 | B | 0.22 | S90C D25.3341.CC06 |
| 40-48 | 25 | 25 | 65 | - | 1 | B | 0.21 | S90C D25.4048.CC06 |
| BR D033-041.E32.Z2.68.C | 42-52 | 32 | 32 | 65 | - | 1 | B | 0.38 | S90C D32.4252.CC06 |
| 51-61 | 32 | 32 | 65 | - | 1 | B | 0.37 | S90C D32.5161.CC06 |
| BR D041-055.E40.Z2.65.C | 53-65 | 40 | 40 | 62 | - | 1 | B | 0.61 | S90C D40.5365.CC09 |
| 64-76 | 40 | 40 | 62 | - | 1 | B | 0.6 | S90C D40.6476.CC09 |
| BR D055-070.E50.Z2.75.C | 53-69 | 50 | 50 | 72 | - | 1 | B | 1.04 | S90C D50.5369.CC09 |
| 68-84 | 50 | 50 | 72 | - | 1 | B | 1.06 | S90C D50.6884.CC09 |
| 83-99 | 50 | 50 | 72 | - | 1 | B | 1.08 | S90C D50.8399.CC09 |
| BR D070-090.E63.Z2.75.C | 68-89 | 63 | 63 | 70 | - | 1 | B | 1.81 | S90C D63.6889.CC09 |
| 88-109 | 63 | 63 | 70 | - | 1 | B | 1.77 | S90C D63.88109.CC09 |
| BR D090-110.E63.Z2.75.C | 88-110 | 80 | 63 | 70 | 26 | 1 | C | 2.21 | S90C D80.88110.CC12 |
| 108-130 | 80 | 63 | 70 | 26 | 1 | C | 1.72 | S90C D80.108130.CC12 |
| BR D090-110.E80.Z2.75.C | 88-110 | 80 | 80 | 70 | - | 1 | B | 2.99 | S90C D80.88110.CC12 |
| 108-130 | 80 | 80 | 70 | - | 1 | B | 2.92 | S90C D80.108130.CC12 |
| BR D110-153.E63.Z2.75.C | 108-132 | 100 | 63 | 70 | 26 | 1 | C | 2.55 | S90C D100.108132.CC12 |
| 128-152 | 100 | 63 | 70 | 26 | 1 | C | 2.48 | S90C D100.128152.CC12 |
| BR D110-153.E80.Z2.75.C | 108-132 | 100 | 80 | 70 | 23 | 1 | C | 3.31 | S90C D100.108132.CC12 |
| 128-152 | 100 | 80 | 70 | 23 | 1 | C | 3.24 | S90C D100.128152.CC12 |
●适配刀座需单独订购,“请点击此处”
●适配刀柄需单独订购,“请点击此处”
●加工不同材料刀具的切削参数,“请点击此处”
●最小过孔直径Dmin=(Dc+D1)/2+1。
●刀座刻线标注依据:CC06/CC09/TC11/TC16/SO06圆角为R0.4时的值,SO09圆角为R0.6时的值,
CC12/SC09/SC12/SO12圆角为R0.8时的值;SO16圆角为R1.2时的值;
 孔加工刀具
孔加工刀具 阻尼减振刀具
阻尼减振刀具 铣削刀具
铣削刀具 刀柄系统
刀柄系统 硬质合金刀具
硬质合金刀具 车削刀具
车削刀具 附件
附件
 刀具
刀具 工程机械
工程机械 风电
风电 汽车
汽车 机床
机床 汽轮机
汽轮机 样本与指南
样本与指南 金属与切削知识
金属与切削知识 联系松德
联系松德 简体中文
简体中文 English
English